Автоматический торцовочный станок проходного типа EcoWood CFS-200 OPT




Торцевание: с оптимизацией
Тип подачи: роликовый
Диаметр пилы: 455 мм
Макс. скорость подачи: 100 м/мин
- Высокая скорость подачи
- Торцовка с приоритетами задаваемых длин или полной оптимизацией
- Вырезка дефектов по мелкам
- В комплекте подающий ленточный транспортер со станцией измерения заготовок
- В комплекте приемный ленточный транспортер с сортировочной станцией для отвода продуктов распила
Линия специально разработана для высокопроизводительной вырезки дефектов (сучков, смоляных карманов и т.п.) из обрезных досок. На линии производится как вырезка дефектных мест, так и резка заготовок на запрограммированные длины, в т.ч. с функцией оптимизации. Позволяет оптимизировать раскрой пиломатериала с соответствующей сортировкой деталей по группам в соответствии с заданными типоразмерами. Увеличивает полезный выход готовой продукции.
Применяется перед линией сращивания и перед дальнейшей обработкой для раскроя заданных длин на предприятиях и в цехах по производству столярных и погонажных изделий, мебели, щита и других клееных изделий из древесины, для деревянного домостроения и на других деревообрабатывающих и мебельных предприятиях.

.jpg)
.jpg)


Подающий ленточный транспортер оснащен станцией измерения длины заготовок. Обеспечивает подачу заготовок в зону резания и замер по длине.
На транспортере установлена боковая базирующая линейка, обеспечивающая базу по вертикали с правой стороны.
.jpg)
Приемный ленточный транспортер обеспечивает непрерывный отвод продуктов резания и их дальнейшую сортировку. Комплектуется сортировочной станцией по длинам продуктов резания, с пневматическими выталкивателями. Возможна комплектация любым необходимым количесвом выталкивателей в зависимости от нужд производства.
.jpg)
Привод подающего и приемного ленточных транспортеров осуществляется с помощью компактных и надежных мотор-редукторов, мощностью 0,75 кВт каждый.
Применяются оригинальные подшипники NSK.
.jpg)
.jpg)
Установлена на станции измерения длины заготовок. Осуществляет верхний прижим подаваемых заготовок и обеспечивает точность измерения их длины.
На траверсе установлены 3 прижимных ролика – 1 гладкий,2 рифленых.
Положение траверсы, установленной на линейных направляющих, регулируется по высоте, относительно подающей ленты, при помощи маховика (винт-гайка).
.jpg)
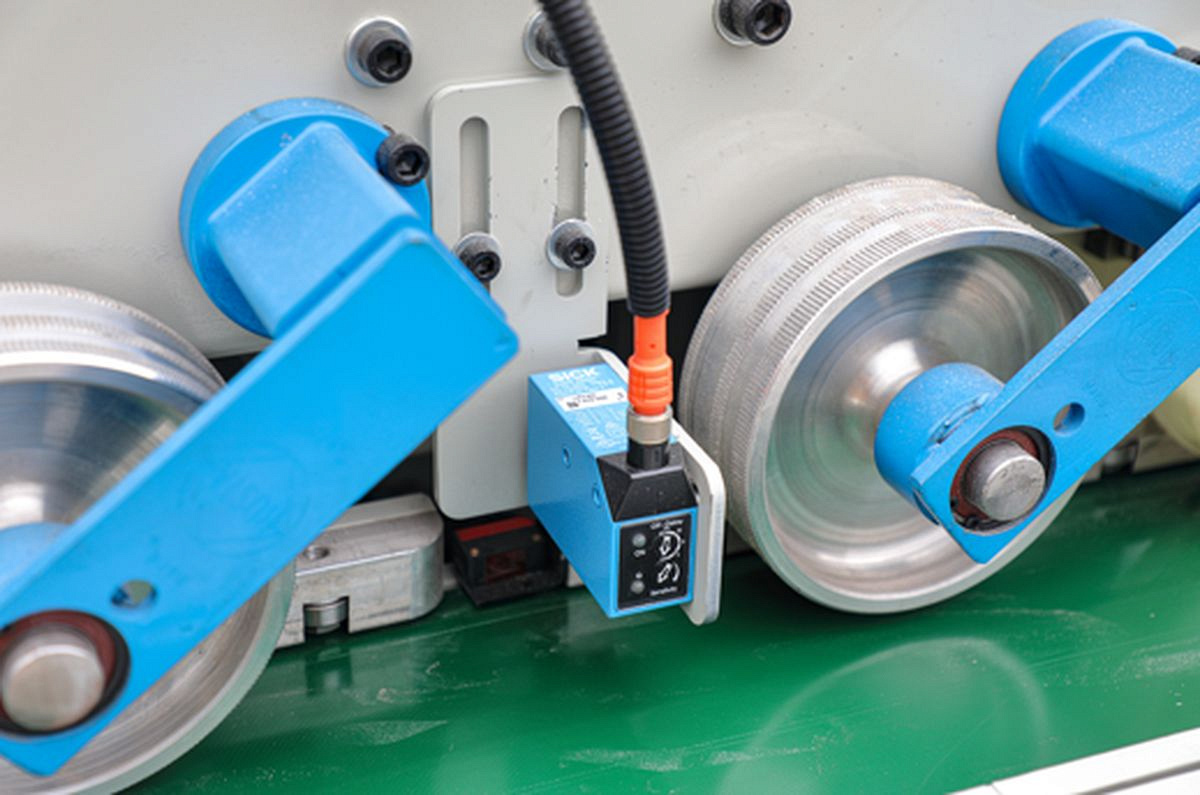
Датчик SICK, производство Германия. На мировом рынке оптических датчиков занимает лидирующие позиции. Обеспечивает высокую скорость распознавания с высокими характеристиками отклика.
.jpg)
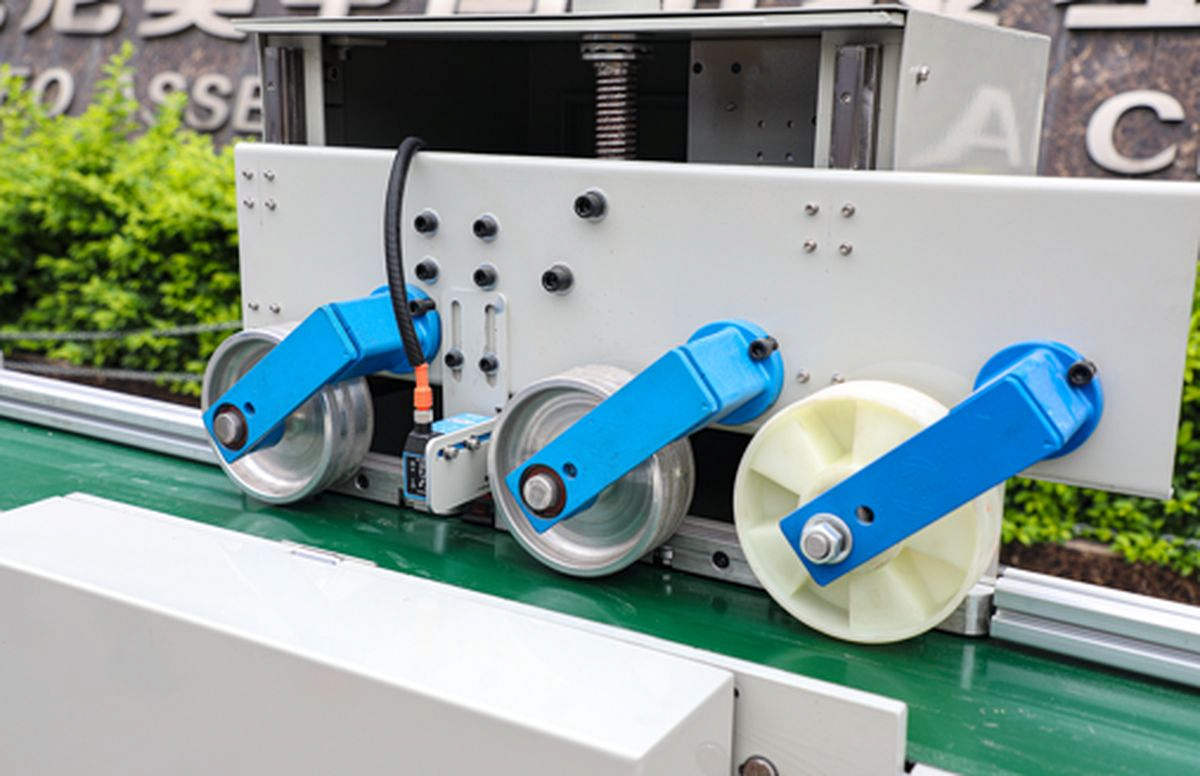
На входе в станок, перед зоной резания, установлены:
- рамка с настройкой ограничения по высоте заготовки
- боковой настраиваемый прижимной ролик, обеспечивает прижим заготовки к боковой линейке
- верхний прижимной настраиваемый ролик, обеспечивает прижим заготовки к подающей ленте
.jpg)
.jpg)
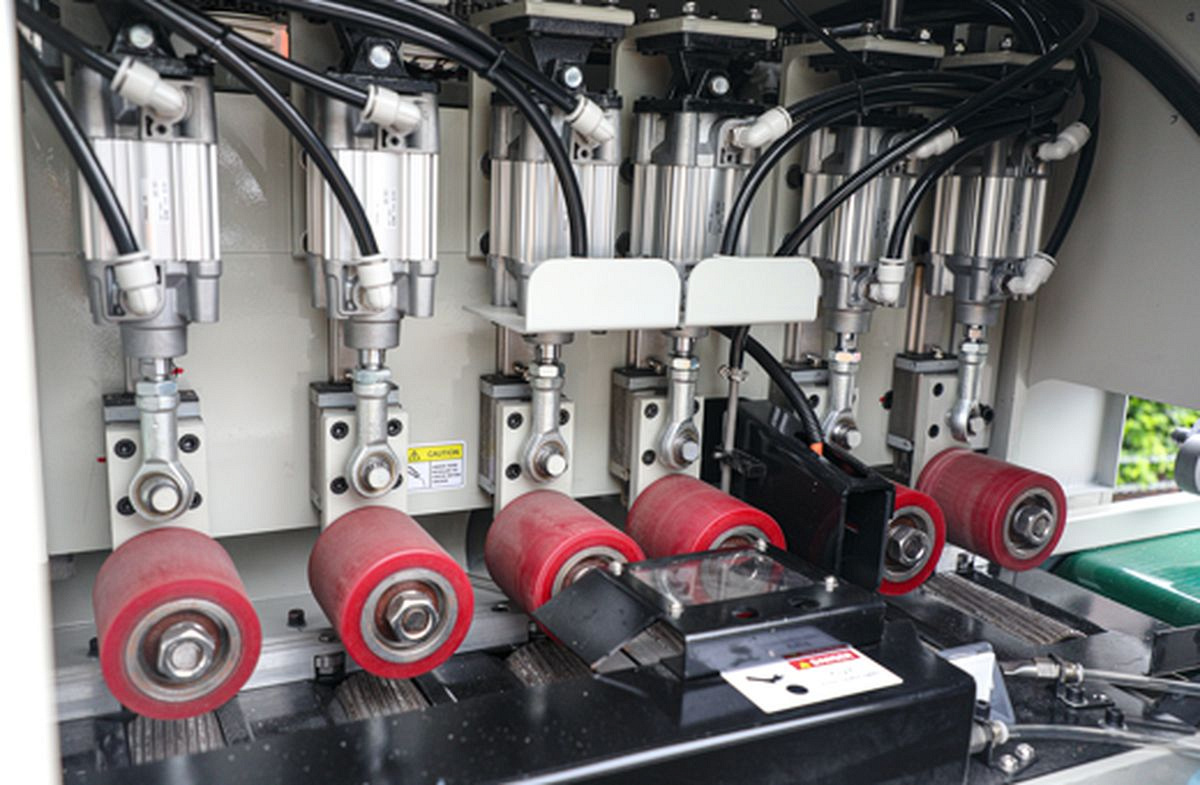
Увеличенное количество на станке приводных нижних рифленых роликов в столе - 6 штук и обрезиненных верхних роликов с пневматическим прижимом - 6 штук. Обеспечивают стабильную подачу и точное позиционирование заготовки для резания во время остановки.
.jpg)
Двигатель марки Beide мощностью 5,5 кВт, производства Siemens, который обладает характеристиками высокого уровня защиты и стабильной работы.
Конструкция пильного суппорта с двойным подшипником NSK обеспечивает плавное и долговечное вращение шпинделя.
.jpg)
Сервопривод Delta, производства Тайвань. Имеет высокую скорость, высокую точность зубчато-ременной передачи, высокий крутящий момент. Максимальный ток перегрузки двигателя может достигать 300%.
.jpg)
Удобный и интуитивно простой 10-дюймовый сенсорный экран для управления станком и программирования задач. Позволяет оперативно вносить параметры и изменения в режим работы станка.
.jpg)
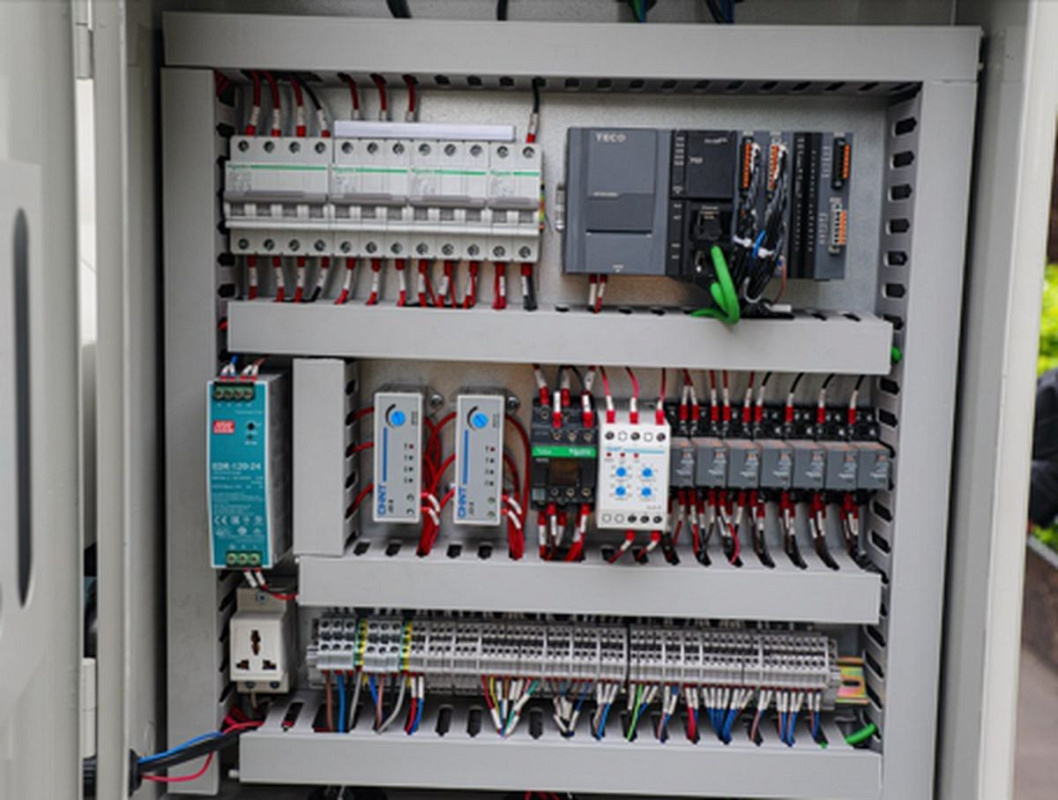
В шкафу управления установлены электро-компоненты ведущих мировых производителей:
- вся система собрана из оригинальной продукции Schneider и прошла строгие системные испытания и многоканальные проверки для обеспечения соответствия международным стандартам безопасности.
- контроллер движения TECO, производство Тайвань.Обеспечивает высокую скорость вычислений и стабильную производительность.
- система сервопривода Delta, Тайвань.
.jpg)
.jpg)
.jpg)
Установлены пневмо-цилиндры от Японской компании SMC, а также стандартный пятиходовой клапан SMC и блок клапанов. Малый ток управления, высокая скорость отклика, является надежной гарантией обеспечения точности работы станка.
.jpg)
.jpg)
Для эффективного отвода опила, в верхней части кожуха станка расположены 2 аспирационных патрубка.
Рядом с пильным суппортом расположен дополнительный аспирационный кожух для отвода опилок с нижней части станка.
Также рядом установлен собственный предварительный ресивер сжатого воздуха для поддержания постоянного давления и бесперебойной работы пилы.
.jpg)
.jpg)
1. Режим приоритета распиловки и получения наибольшей возможной длинны, из заданных в программе.
В данном режиме распиловки программа выбирает для получения самую длинную возможную заготовку из списка, который внесли в программу станка. После из оставшейся длинны программа также выберет наболее длинную деталь из списка и т.д.
.jpg)
.jpg)
.jpg)
1.Режим последовательной распиловки
В соответствии с длинами заготовок и задаваемой спецификации распиловки, распиловка осуществляется автоматически в последовательности обработки, задаваемой оператором.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
3. Режим вырезки дефектов по мелку
Производится торцовка по краям, вырезка дефектных мест, отмеченных мелком.
.jpg)
4. Режим приоритета выхода готового материала (полная оптимизация)
В соответствии с длинами заготовок, задаваемой спецификации распиловки и отмеченными мелком дефектами, программа автоматически выбирает длины получаемых заготовок с учетом максимально получаемого полезного выхода.