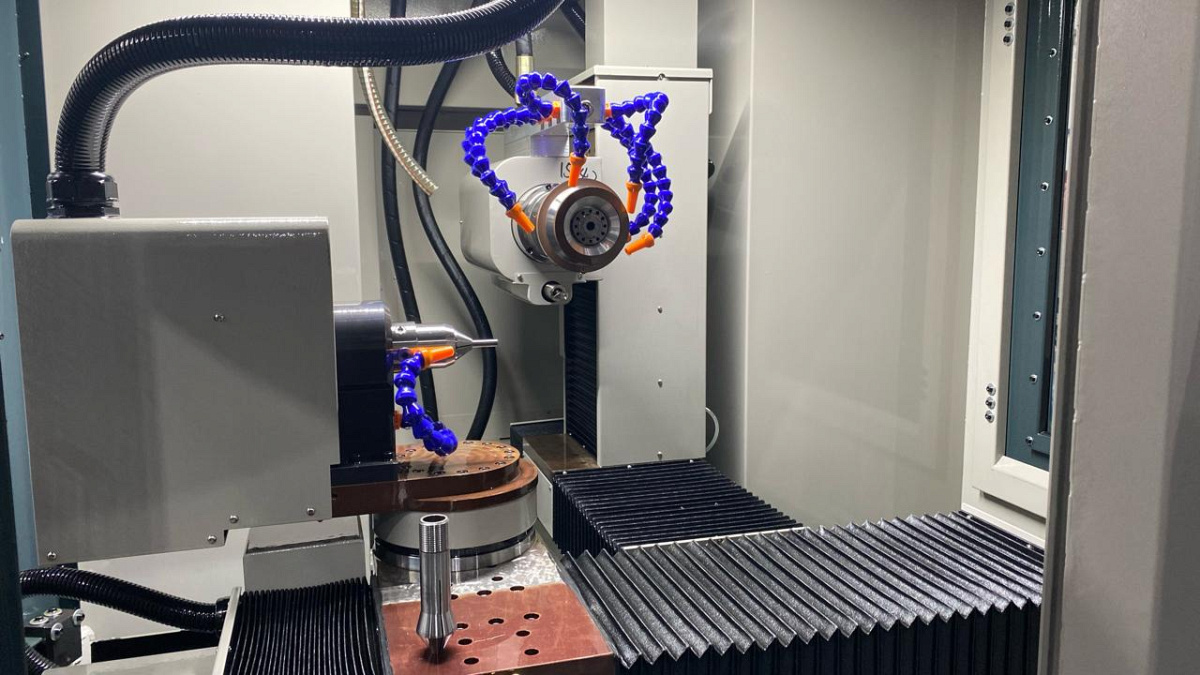
Станок для заточки и производства концевого инструмента IRONMAC TURBO 520



Макс. Ø насадных фрез: не затачивает
Макс. Ø концевых фрез: 80 мм
Макс. Ø сверл: 35 мм
Мощность: 8 кВт
Вес: 1500 кг
- 5 осей полного абсолютного контроля сервопривода с ЧПУ
- Специальное антикоррозийное покрытие механических частей станка
- Уникальный интерфейс для производства и обработки инструмента
- Корпус из композитного моноблока
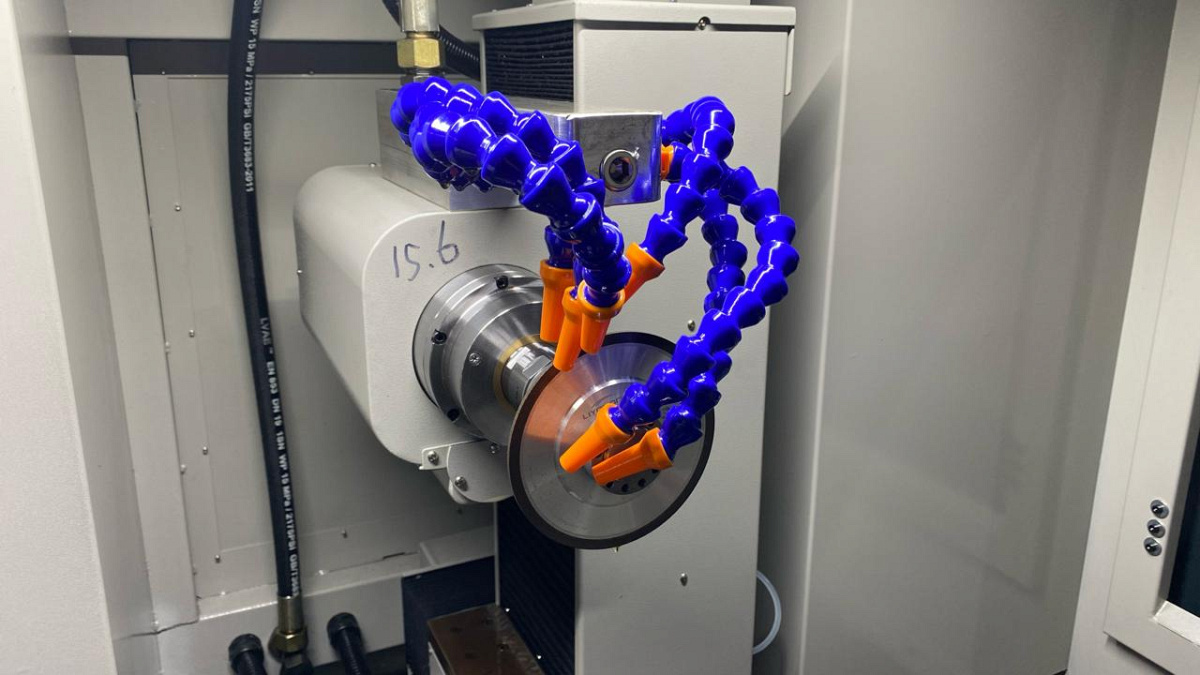
- Высокий объем и давление встроенной системы охлаждения
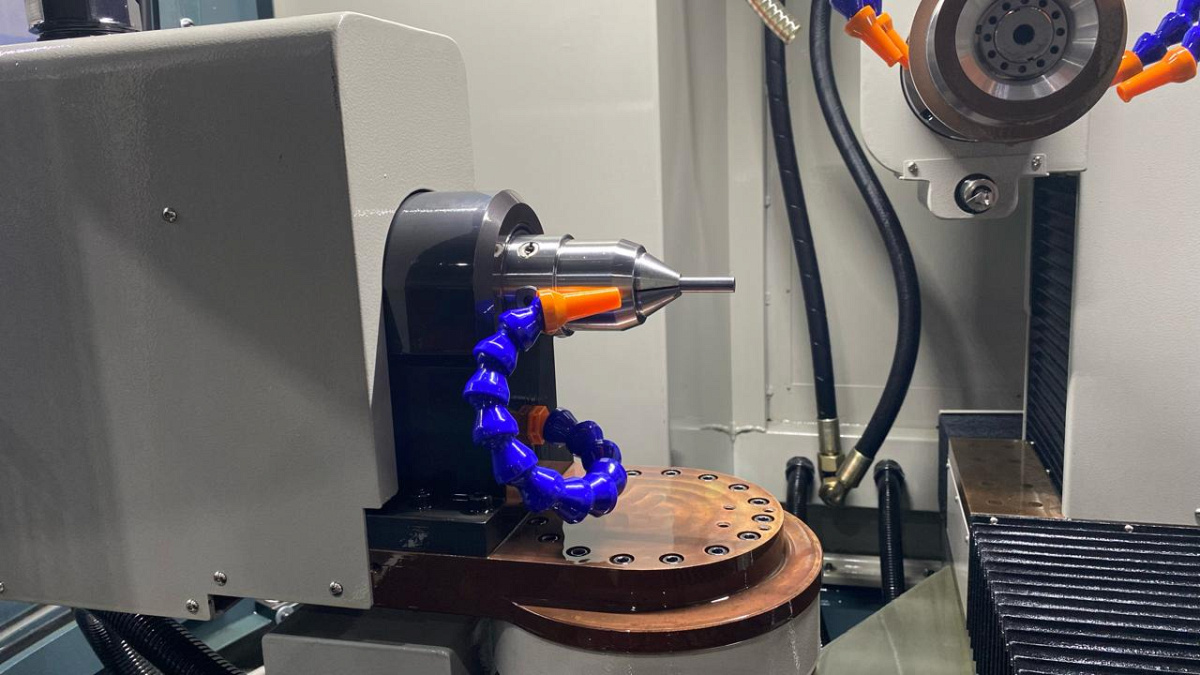
- Точная HSK-A63 система разделительной головки, управляемая двигателем
- Центральная система смазки
- Возможность обновления програмного обеспечения
- Прочная, виброустойчивая конструкция станка
- Соответствие стандартам СЕ
Станок для заточки и производства концевого инструмента IRONMAC TURBO 520 предназначен для заточки всех типов концевых фрез из твердого сплава (карбид вольфрама, кермета и т. д.) и HSS фрез, а также для нарезания спирали. Процесс заточки завершается одной установкой с помощью интегральной измерительной системы.

Изготовление и повторная заточка фрез, включая нижнюю кромку (равную, неравномерную, неравноугольную), прорезную, боковую кромку, плоскую нижнюю R-образную фрезу, C-образную угловую фрезу.
- Количество ребер: 2 ~ 8;
- Угол наклона спирали: 0° ~ 70°;
- Угол наклона спинки: 1°~20°;
- Второй угол наклона спинки: 1°~40°;
- Угол наклона: 0°~30°;
- Передний угол: 0° ~ 30°;
- Угол R: 0,05 ~ 0,5D (D - диаметр фрезы, подлежащей шлифовке).
Изготовление и повторная заточка сверл, включая шлифование режущих кромок, поперечных кромок, поперечных кромок плоских и конических сверл, R-угол режущей кромки, перевернутый C-угол режущей кромки, R-угол.
- Количество сверлильных кромок: 2,3;
- Угол наклона спирали: 0°~70°;
- Верхний угол: 30° ~ 180°;
- Угол наклона спинки: 0°~30°;
- Второй угол наклона спинки: 1°~ 3°;
- Радиальный угол поперечной кромки: 0°~ 80°;
- Передний угол поперечной кромки: ± 10°;
- Угол скоса: 25°~ 80°;
- Ширина фаски: 0,05~6 мм.
Изготовление и повторная заточка круглой режущей кромки, долбежка, выполнение прямой канавки на прутковом материале, шариковая фреза.
- Количество ребер: 2, 3, 4;
- Угол наклона спинки: 1 ° ~ 15 °;
- Второй угол наклона спинки: 10°~ 35.
Изготовление и повторная заточка ступенчатых долот, обработка ступеней, внешнего круга ступени, спиральных канавок, задней поверхности наружного пространства, наконечников сверл.
- Количество ребер: 2;
- Количество шагов: 1~ 5;
- Верхний угол ступени: 30° ~ 180°;
- Угол наклона спинки: 1°~ 20°;
- Второй угол наклона спинки: 2°~ 30.